UNDERSTANDING POROSITY FORMATION AND PREVENTION WHEN WELDING
Por um escritor misterioso
Last updated 11 junho 2024

Keyhole laser welding is a joining technology characterised by the high focussed power density applied to the workpiece, facilitating deep penetration at high processing speeds. High aspect-ratio welds produced using this process invariably have narrow heat-affected-zones and minimal thermal distortion compared with traditional arc welding processes. Furthermore, the ability to process out of vacuum and the easy robotic manipulation of fibre optically delivered 1?m wavelength laser beams, allow keyhole laser welding to process geometrically complex components. The widespread uptake of keyhole laser welding for the production of titanium alloy components in the aerospace industry has been limited by the stringent weld quality requirements. Producing welds with levels of subsurface weld metal porosity content meeting the required weld quality criteria has been the primary obstacle. Here, three techniques for controlling the levels of weld metal porosity when welding titanium alloys with Nd:YAG rod lasers have been developed. Characterisation of the welding processes using high speed photography and optical spectroscopy, have allowed an original scientific understanding of the effects these methods have on the keyhole, melt pool and vapour plume behaviour. Combining this with a thorough assessment of the weld qualities produced, has enabled the effects of these process behaviours on the formation of weld metal porosity to be determined. It was found that with the correct process parameters a directed gas jet and a dual focus laser welding condition can both be used to reduce the occurrence of keyhole collapse during Nd:YAG laser welding. The directed gas jet prevents the formation of a beam attenuating vapour plume and interacts with the molten metal to produce a stable welding condition, whereas the dual focus laser welding condition reduces fluctuations in the process due to an enlarged keyhole. When applied, both techniques reduced the occurrence of porosity in the weld metal of full penetration butt welds produced in titanium alloys. A modulated Nd:YAG laser output, with the correct waveform and modulation frequency, also reduced the occurrence of porosity in the weld metal compared with welds produced with a continuous-wave output. This was a result of an oscillating wave being set-up in the melt pool which manipulated the keyhole geometry and prevented instabilities in the process being established. In addition, the potential for welding titanium alloys to the required weld quality criteria with state-of-the-art Yb-fibre lasers has been assessed. It was found that the high power densities of suitably focussed laser beams with excellent beam quality, were capable of producing low-porosity full penetration butt welds in titanium alloys without the techniques required for laser beams with a lower beam quality. These new techniques for keyhole laser welding of titanium alloys will encourage the uptake of keyhole laser welding for producing near-net-shape high-performance aerospace components. The advantages offered by this joining technology include high productivity, low heat input and easy robotic automation.

The Importance of Quality Shielding Gas
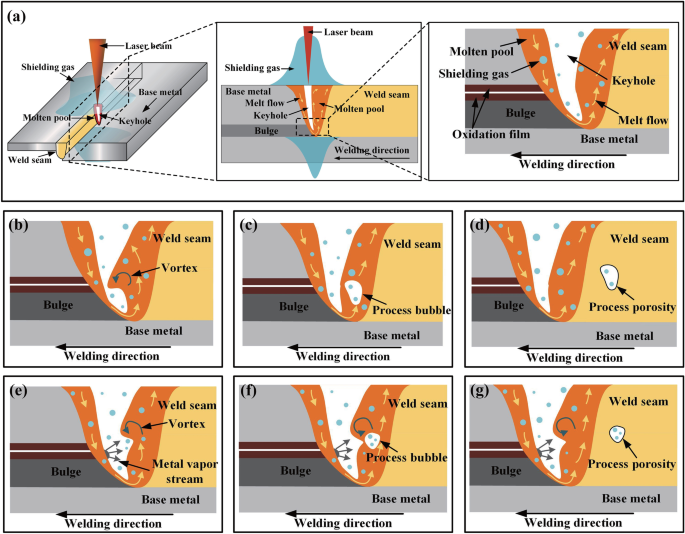
Study on the distribution, element characteristics, and formation mechanism of porosity during laser welding for Ti-6Al-4V bottom-locking joint
Welding Porosity: What It Is & Causes?

How to Identify the 7 Most Dangerous Welding Defects

Porosity formation mechanism and its prevention in laser lap welding for T-joints - ScienceDirect
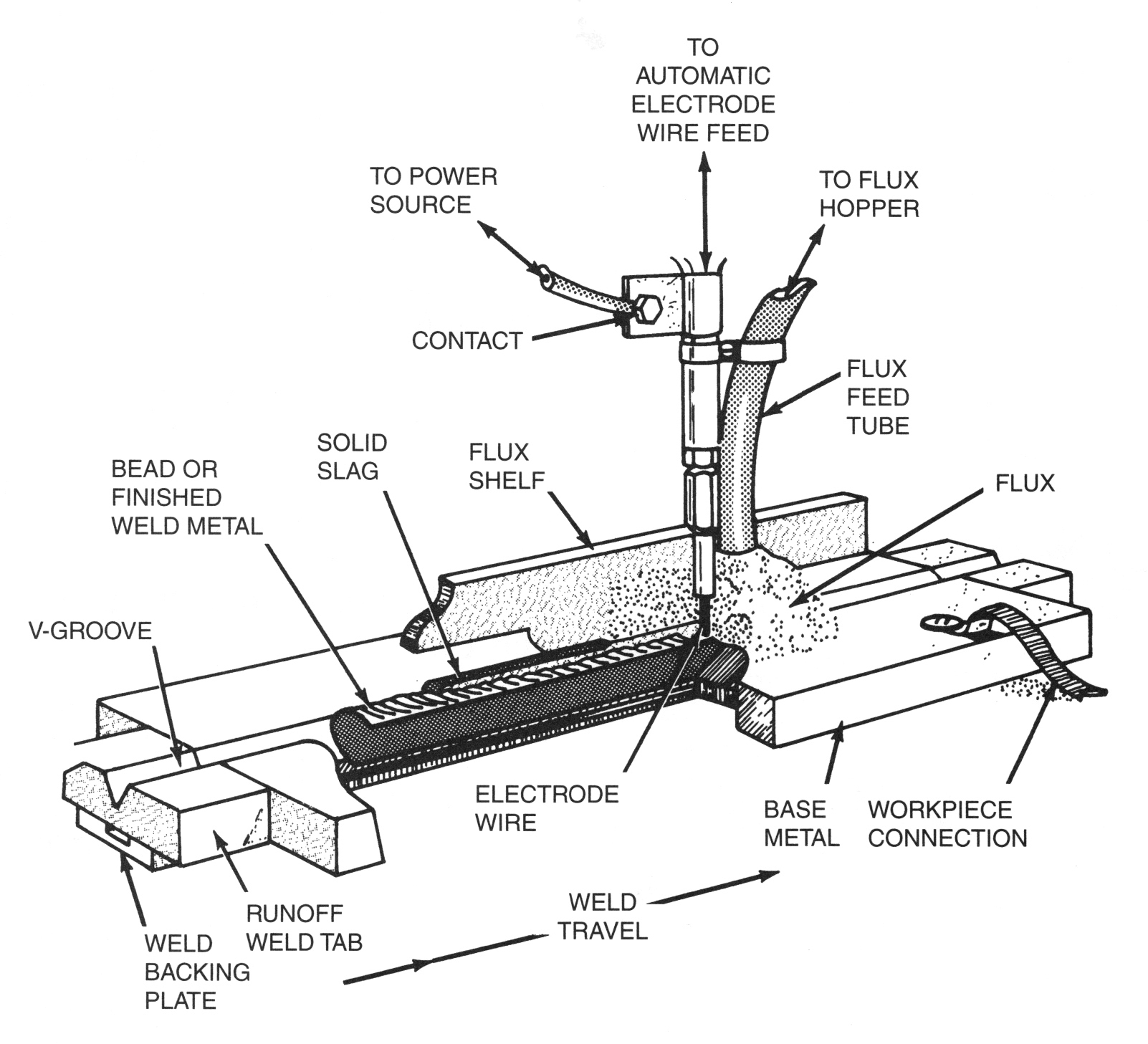
Submerged Arc Welding Quality Issues - FABTECH

Most Common MIG Welding Defects

Applied Sciences, Free Full-Text

Mitigation of porosity defects in fiber laser welding under low vacuum - ScienceDirect

UNDERSTANDING POROSITY FORMATION AND PREVENTION WHEN WELDING TITANIUM ALLOYS WITH 1 ?m WAVELENGTH LASER BEAMS

Porosity BOConline UK

Welding Defects - Types, Causes and Remedies

Challenges and solutions of reducing porosity formation during remote laser welding of die casting aluminium

Keyhole dynamics and porosity generation mechanism at (a) 75 %
Welding Porosity: Causes, Types, Effects and Solutions
Recomendado para você
-
 SCP-2951: 10,000 Years11 junho 2024
SCP-2951: 10,000 Years11 junho 2024 -
 What a trade : r/SipsTea11 junho 2024
What a trade : r/SipsTea11 junho 2024 -
 New SCP-1000011 junho 2024
New SCP-1000011 junho 2024 -
 SCP-10000, Wiki11 junho 2024
SCP-10000, Wiki11 junho 2024 -
 MP28163 Datasheet by Monolithic Power Systems Inc.11 junho 2024
MP28163 Datasheet by Monolithic Power Systems Inc.11 junho 2024 -
 AORUS Introduces AORUS P1200W 80+ Platinum Power Supply With11 junho 2024
AORUS Introduces AORUS P1200W 80+ Platinum Power Supply With11 junho 2024 -
 Power Bank 10000 Mah Carga Rápida Master-G - Electronicalamar11 junho 2024
Power Bank 10000 Mah Carga Rápida Master-G - Electronicalamar11 junho 2024 -
 SolTemplar Nick (@NklausSOL) / X11 junho 2024
SolTemplar Nick (@NklausSOL) / X11 junho 2024 -
 How to Defeat 10,000 SCP-096 CLONES! (MULTIPLAYER)11 junho 2024
How to Defeat 10,000 SCP-096 CLONES! (MULTIPLAYER)11 junho 2024 -
 HOCO-Banco de potência de carregamento rápido transparente, carregador de bateria portátil para iPhone 14, 13, 12, display LED, PD, 10000mAh, 22,5 W11 junho 2024
HOCO-Banco de potência de carregamento rápido transparente, carregador de bateria portátil para iPhone 14, 13, 12, display LED, PD, 10000mAh, 22,5 W11 junho 2024
você pode gostar
-
 Home CrossCheckfigure11 junho 2024
Home CrossCheckfigure11 junho 2024 -
![TunnelBear vs NordVPN: We Have a Clear Winner [Tested in 2023]](https://www.01net.com/en/app/uploads/2023/01/TunnelBear-vs-NordVPN.jpg) TunnelBear vs NordVPN: We Have a Clear Winner [Tested in 2023]11 junho 2024
TunnelBear vs NordVPN: We Have a Clear Winner [Tested in 2023]11 junho 2024 -
 Elden Ring recebe suporte para ray-tracing em atualização 1.09 - I11 junho 2024
Elden Ring recebe suporte para ray-tracing em atualização 1.09 - I11 junho 2024 -
 Sonic Rush Adventure Sonic Colors Sonic Chronicles: The Dark Brotherhood Sonic The Hedgehog PNG - Free Download in 202311 junho 2024
Sonic Rush Adventure Sonic Colors Sonic Chronicles: The Dark Brotherhood Sonic The Hedgehog PNG - Free Download in 202311 junho 2024 -
 Psicomotricidade Escolar – BRINCADEIRA – BOLA NO CESTO11 junho 2024
Psicomotricidade Escolar – BRINCADEIRA – BOLA NO CESTO11 junho 2024 -
) How to watch and stream MeganPlays DARED Me to Accept EVERY Trade in Adopt Me! This Was VERY BAD! Adopt Me Trading Challenge - 2019 on Roku11 junho 2024
How to watch and stream MeganPlays DARED Me to Accept EVERY Trade in Adopt Me! This Was VERY BAD! Adopt Me Trading Challenge - 2019 on Roku11 junho 2024 -
 Volume 5, Skip and Loafer Wiki11 junho 2024
Volume 5, Skip and Loafer Wiki11 junho 2024 -
 Hide-and-Seek Peekaboo11 junho 2024
Hide-and-Seek Peekaboo11 junho 2024 -
 Ajith Kumar vs Thalapathy Vijay: Before Thunivu & Varisu, here's box-office result of their last 12 clashes11 junho 2024
Ajith Kumar vs Thalapathy Vijay: Before Thunivu & Varisu, here's box-office result of their last 12 clashes11 junho 2024 -
 Você conhece adopt me?11 junho 2024
Você conhece adopt me?11 junho 2024